



0 Ū░čį
öĄ(sh©┤)ūų╗»Īóą┼Žó╗»╩ŪųŪ─▄ųŲįņĄ─╗∙ĄA(ch©│)Ż¼CADĄ─Ųš╝░═Ųäė(d©░ng)┴╦PDMŽĄĮy(t©»ng)æ¬(y©®ng)ė├Ą─Ųš╝░ĪŻĮ³─ĻüĒ(l©ói)Ų¾śI(y©©)į┌ų▓Įśŗ(g©░u)Į©ęįTeamCenterŽĄĮy(t©»ng)×ķ╗∙ĄA(ch©│)Ą─įO(sh©©)ėŗ(j©¼)Īó╣ż╦ćę╗¾w╗»Ą─«a(ch©Żn)ŲĘ╔·├³ų▄Ų┌öĄ(sh©┤)ō■(j©┤)╣▄└ĒŽĄĮy(t©»ng)ŲĮ┼_(t©ói)Ż¼░čĖ³ČÓĄ─┼c«a(ch©Żn)ŲĘčą░l(f©Ī)ėąĻP(gu©Īn)Ą─öĄ(sh©┤)ō■(j©┤)╝»ųąĄĮPLMŲĮ┼_(t©ói)Įy(t©»ng)ę╗╣▄└ĒĪŻū„×ķųŲįņŲ¾śI(y©©)«a(ch©Żn)ŲĘčą░l(f©Ī)Ą─ųžę¬ĮM│╔▓┐ĘųŻ¼▀^(gu©░)│╠ķ_(k©Īi)░l(f©Ī)Ż©ėąą®Ų¾śI(y©©)┴Ģ(x©¬)æTĮą╣ż╦ćįO(sh©©)ėŗ(j©¼)Ż®╚ń║╬┼c«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)ģf(xi©”)═¼Ż¼╚ń║╬æ¬(y©®ng)ė├öĄ(sh©┤)ūų╗»ą┼ŽóŽĄĮy(t©»ng)▀M(j©¼n)ąą╣ż╦ćįO(sh©©)ėŗ(j©¼)Ż¼╚ń║╬īŹ(sh©¬)¼F(xi©żn)╣ż╦ćöĄ(sh©┤)ō■(j©┤)┼cįO(sh©©)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)Ą─ĻP(gu©Īn)┬ō(li©ón)Ż¼╚ń║╬ī”(du©¼)╣ż╦ćįO(sh©©)ėŗ(j©¼)ę¬╦žĮY(ji©”)śŗ(g©░u)╗»......ę▓╩Ū║▄ČÓŲ¾śI(y©©)š²į┌┐╝æ]║═īżšęĄ─┤░ĖĪŻ
╣Pš▀╦∙į┌Ą─Ų¾śI(y©©)Ż¼║▄ČÓ─ĻŪ░Š═▀xō±┴╦NXŻ©«ö(d©Īng)Ģr(sh©¬)ĮąUGŻ®║═PDM▄ø╝■«a(ch©Żn)ŲĘŻ¼ė╔ė┌į┌Ų¾śI(y©©)ĮM┐Ś╝▄śŗ(g©░u)╔ŽŻ¼«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)╣ż│╠Ĥ║═╣ż╦ćįO(sh©©)ėŗ(j©¼)╣ż╦ćĤČ╝ļ`ī┘ė┌╝╝ąg(sh©┤)ųąą─Ż¼╦∙ęįŻ¼║▄ķL(zh©Żng)Ģr(sh©¬)ķgęįüĒ(l©ói)Ż¼Ų¾śI(y©©)Ą─╣ż╦ćįO(sh©©)ėŗ(j©¼)ę▓╩Ū└¹ė├PDMŲĮ┼_(t©ói)▀M(j©¼n)ąąŻ¼ė├NX«ŗ(hu©ż)╣żą“łDŻ¼ė├OFFICE▄ø╝■═Ļ│╔Ųõ╦³╣ż╦ć╬─╝■Ą─▌ö│÷ĪŻÅ─ą╬╩Į╔Ž┐┤Ż¼įńęčīŹ(sh©¬)¼F(xi©żn)┴╦╣ż╦ćöĄ(sh©┤)ūų╗»ĪŻĄ½Å─ā╚(n©©i)╚▌╔Ž┐┤Ż¼╣ż╦ćų¬ūR(sh©¬)Ą─Ęe└█Ż¼╣ż╦ćöĄ(sh©┤)ō■(j©┤)Ą─ųžė├Ż¼╣ż╦ćįO(sh©©)ėŗ(j©¼)┼c«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)Ą─öĄ(sh©┤)ō■(j©┤)ģf(xi©”)═¼╚į╚╗┤µį┌▌^ČÓå¢(w©©n)Ņ}ĪŻ
į┌╔Ž╩÷▒│Š░Ž┬Ż¼2014─ĻŻ¼Ų¾śI(y©©)ķ_(k©Īi)╩╝┴╦╗∙ė┌TCM─ŻēKĄ─╣ż╦ćöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)╗»╣▄└ĒīŹ(sh©¬)╩®ĒŚ(xi©żng)─┐ĪŻ
1 ╣ż╦ćįO(sh©©)ėŗ(j©¼)ŽĄĮy(t©»ng)ŲĮ┼_(t©ói)Ą─▀xō±
į°Įø(j©®ng)Ż¼Ų¾śI(y©©)╣ż╦ć▓┐ķT(m©”n)ę▓ćLįć?y©ón)¹ė├ć?gu©«)«a(ch©Żn)─│CAPPŽĄĮy(t©»ng)Ż¼▀M(j©¼n)ąąČ©ųŲ╗»╣ż╦ćįO(sh©©)ėŗ(j©¼)Ż¼ļm╚╗ūŅ│§╩╣ė├Ģr(sh©¬)ę▓¾w¼F(xi©żn)│÷ė├æ¶Įń├µėč║├Ż¼╣ż╦ć╬─╝■▌ö│÷ą¦┬╩Ė▀Ą─ā×(y©Łu)ä▌(sh©¼)Ż¼Ą½ė╔ė┌CAPPŽĄĮy(t©»ng)┼cPDMŽĄĮy(t©»ng)ŽÓ╗ź¬Ü(d©▓)┴óŻ¼CAPPŽĄĮy(t©»ng)¤o(w©▓)Ę©┼cŲ¾śI(y©©)Ą─CAD▄ø╝■UG╝»│╔Ż¼╣ż╦ćöĄ(sh©┤)ō■(j©┤)┼c«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)ø](m©”i)ėąĻP(gu©Īn)┬ō(li©ón)Ą╚įŁę“Ż¼Č╠Ų┌įćė├║¾ūŅĮK▀Ć╩ŪĘ┼Śē┴╦ĪŻ
Ų¾śI(y©©)Å─ķL(zh©Żng)▀h(yu©Żn)ęÄ(gu©®)äØų°ŽļŻ¼ūŅĮK▀xō±┴╦╗∙ė┌¼F(xi©żn)ėąĄ─TeamCenterŽĄĮy(t©»ng)Ą─TCM╣ż╦ćųŲįņ─ŻēKĪŻų„ę¬┐╝æ]Ą─ę“╦žėąŻ║Ų¾śI(y©©)įŁŽ╚Ą─╣ż╦ćįO(sh©©)ėŗ(j©¼)Īó╣żčbįO(sh©©)ėŗ(j©¼)ęčĮø(j©®ng)į┌TCŽĄĮy(t©»ng)ųą═Ļ│╔Ż©╬─╝■ŖAĮM┐Ś╣▄└ĒŻ®Ż¼╣ż╦ćįO(sh©©)ėŗ(j©¼)Ĥ╩ņŽżTCĄ─╩╣ė├Ż╗╣ż╦ćöĄ(sh©┤)ō■(j©┤)ąĶę¬ĮY(ji©”)śŗ(g©░u)╗»╣▄└ĒŻ¼ąĶę¬┼c«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)ĻP(gu©Īn)┬ō(li©ón)Ż╗Ų¾śI(y©©)Į±║¾īó┐╝æ]PLM┼cERPĪóMESŽĄĮy(t©»ng)Ą─╝»│╔Ż╗BOMöĄ(sh©┤)ō■(j©┤)▐D(zhu©Żn)ōQ║═é„▀fĄ─ąĶ꬯╗TCMęčĮø(j©®ng)╩Ū▌^×ķ│╔╩ņĄ─ųŲįņöĄ(sh©┤)ō■(j©┤)╣▄└ĒŲĮ┼_(t©ói)Ą╚ĪŻ
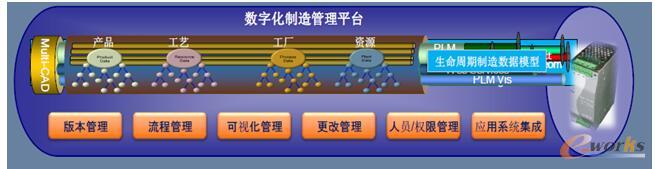
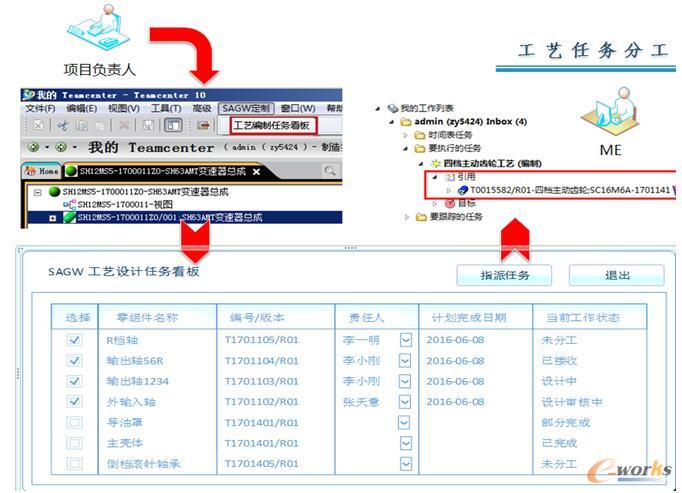
łD1.öĄ(sh©┤)ūų╗»ųŲįņ╣▄└ĒŲĮ┼_(t©ói)
2 TCMĄ─ų„ę¬æ¬(y©®ng)ė├╣”─▄
TCMĄ─īŹ(sh©¬)╩®ę▓╩Ū░┤ššķL(zh©Żng)▀h(yu©Żn)ęÄ(gu©®)äØŻ¼ĘųŲ┌īŹ(sh©¬)╩®Ą─▓▀┬į═Ų▀M(j©¼n)ĪŻ│§Ų┌Ą─ų„ę¬─┐ś╦(bi©Īo)╩Ū┤ŅĮ©╣żū„┐“╝▄ŲĮ┼_(t©ói)║═╣ż╦ćę¬╦ž?c©ói)?sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)╗»Ż¼═¼Ģr(sh©¬)Ęe└█öĄ(sh©┤)ō■(j©┤)Ż¼ā×(y©Łu)╗»ė├涾w“×(y©żn)Ż¼×ķ║¾└m(x©┤)Ą─╔Ņ╗»æ¬(y©®ng)ė├┤“╗∙ĄA(ch©│)ĪŻ▀^(gu©░)╚źÄū─Ļ╬ęéāŲ¾śI(y©©)ų„ę¬ū÷┴╦ęįŽ┬Ą─ę╗ą®╠Į╦„ĪŻ
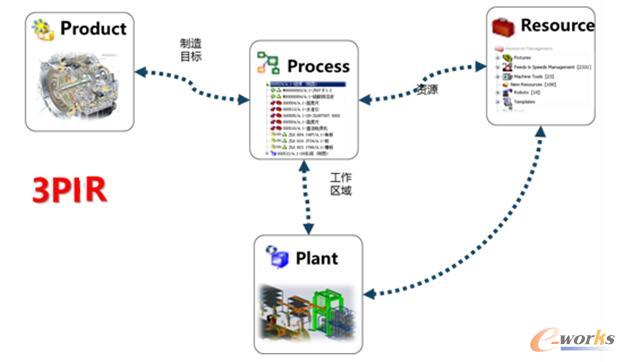
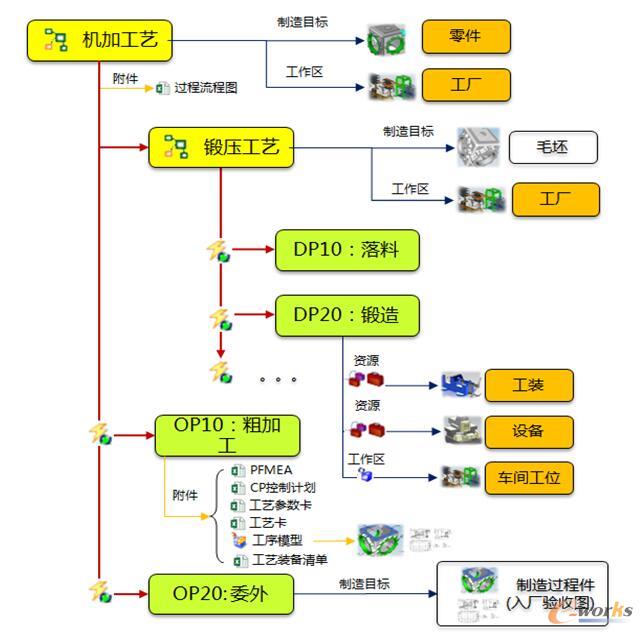
łD2.3P1R╩ŠęŌłD
2.1 3P1RĄ─╣ż╦ćįO(sh©©)ėŗ(j©¼)ę¬╦žĮY(ji©”)śŗ(g©░u)╗»
╣ż╦ćįO(sh©©)ėŗ(j©¼)Ż©ProcessŻ®┐╝æ]Ą─ų„ę¬ę“╦ž░³└©╝ė╣żĄ─«a(ch©Żn)ŲĘī”(du©¼)Ž¾Ż©ProductŻ®Īó╝ė╣żĄ─ł÷(ch©Żng)╦∙╣żÅS╗“▄ć(ch©ź)ķgŻ©PlantŻ®Īó╝ė╣ż▀^(gu©░)│╠ųąė├ĄĮĄ─ųŲįņ┘Yį┤Ż©ResourceŻ®Ż¼░³└©Ė„ŅÉ(l©©i)╣żčbĪóįO(sh©©)éõĪó▓─┴ŽĄ╚Ż¼īó3P1RĄ─╣ż╦ćę¬╦žĮY(ji©”)śŗ(g©░u)╗»╣▄└ĒŻ¼╚ńłD2ĪŻ
2.2 ╣ż╦ćś╦(bi©Īo)£╩(zh©│n)╗»╣żū„
╣ż╦ćĮy(t©»ng)ę╗įO(sh©©)ėŗ(j©¼)ŲĮ┼_(t©ói)║¾Ż¼ī”(du©¼)Ė„ŅÉ(l©©i)╣ż╦ć╬─Ön─Ż░ÕĄ─öĄ(sh©┤)┴┐Īóśė╩ĮĪó░µ▒ŠČ╝ū÷┴╦Č©┴x├„┤_Ż¼╝ėÅŖ(qi©óng)┴╦ęÄ(gu©®)ĘČ╗»║═ś╦(bi©Īo)£╩(zh©│n)╗»╣▄└ĒĪŻī”(du©¼)ė┌Ų¾śI(y©©)Ą─╣ż╦ćŅÉ(l©©i)ą═ę▓▀M(j©¼n)ąą┴╦╩ß└ĒŻ¼├„┤_īó╣ż╦ćĘųĘų×ķčb┼õĪóÖC(j©®)╝ėĪóÕæįņĪó¤ß╠Ä└Ē╦─┤¾╣ż╦ćŅÉ(l©©i)ą═ĪŻ
┤╦═ŌŻ¼╣ż╦ć▀^(gu©░)│╠╝■ŠÄ┤aĪó╣żčbŠÄ╠¢(h©żo)ę▓═¼▓Įū„┴╦ęÄ(gu©®)ĘČĪŻ
łD3.ųŲįņ▀^(gu©░)│╠╝■ŠÄ┤a╩Š└²
2.3 ╣ż╦ćķ_(k©Īi)░l(f©Ī)┴„│╠╣╠╗»
Ų¾śI(y©©)Ą─╣ż╦ćķ_(k©Īi)░l(f©Ī)┴„│╠┤¾ų┬░³└©╚²▓┐ĘųŻ¼Ū░Ų┌Ą─╣ż╦ć▓▀äØŽÓĻP(gu©Īn)╣żū„Ż¼ļS║¾Ą─«a(ch©Żn)ŲĘ┴Ń╝■╣ż╦ćįO(sh©©)ėŗ(j©¼)ŽÓĻP(gu©Īn)╣żū„Ż¼ęį╝░ūŅĮKŠ▀¾wĄ─╣ż╦ć╬─Öną╬│╔║═▌ö│÷ĪŻ
2.3.1 ╣ż╦ć▓▀äØ
▀@▓┐ĘųŠ▀¾w░³└©╣ż╦ć┴óĒŚ(xi©żng)ĪóĘĮ░Ėįu(p©¬ng)īÅĪóPBOMśŗ(g©░u)Į©ĪóųŲįņ▓▀┬įČ©┴xĪóPBOMīÅ┼·Īó╣ż╦ć╚╬äš(w©┤)ųĖ┼╔Ą╚ŽĄ┴ą┴„│╠ĪŻį┌TCMŽĄĮy(t©»ng)ųąų„ę¬¾w¼F(xi©żn)×ķPBOMĄ─śŗ(g©░u)Į©┼cīÅ┼·ĪóūįųŲ╗“▓╔┘Å(g©░u)Ą─ųŲįņ▓▀┬įĪóūįųŲ╝■Ą─╣ż╦ć╚╬äš(w©┤)ųĖ┼╔Ż¼═©▀^(gu©░)TCMŽĄĮy(t©»ng)▀Ć┐╔ęįīó╣żū„Ą─Ž╚║¾Ēśą“╣╠╗»ĪŻ
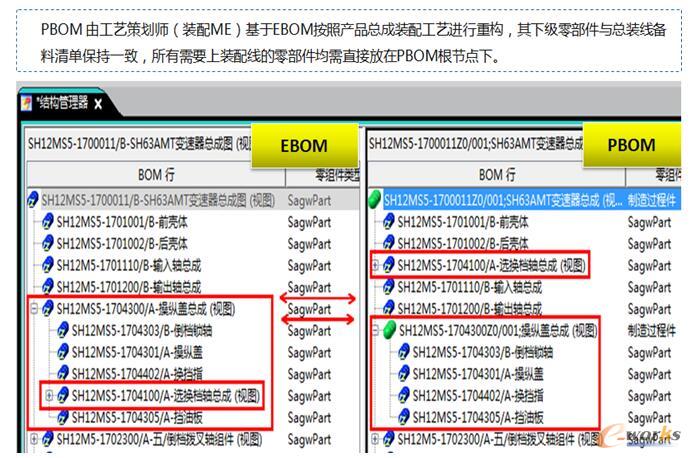
łD4.PBOMśŗ(g©░u)Į©╩ŠęŌłD
łD5.╣ż╦ć╚╬äš(w©┤)ųĖ┼╔╩Š└²
2.3.2 ╣ż╦ćķ_(k©Īi)░l(f©Ī)
╣ż╦ćųŲįņ╣ż│╠ĤŻ©MEŻ®Įė╩š╚╬äš(w©┤)║¾Ż¼Ė∙ō■(j©┤)Ė„ūįĄ─╣ż╦ć─ŻēK▀M(j©¼n)ąąīŻ(zhu©Īn)śI(y©©)╣ż╦ć▀^(gu©░)│╠ķ_(k©Īi)░l(f©Ī)╣żū„ĪŻ
łD6.TCMÖC(j©®)╝ė╣ż╦ćBOPįO(sh©©)ėŗ(j©¼)╩Š└²
2.3.3 ╣ż╦ć▌ö│÷
ūŅĮKĄ─╣ż╦ć╬─Ön▌ö│÷Ż¼═©▀^(gu©░)Č©ųŲ╣”─▄▓╦å╬╗“Č■┤╬ķ_(k©Īi)░l(f©Ī)╣”─▄▓╦å╬Ż¼ūįäė(d©░ng)═Ļ│╔▓┐Ęų╣ż╦ć╬─ÖnĄ─▌ö│÷ĪŻ ī”(du©¼)ė┌ÖC(j©®)╝ė╣ż╦ćŻ¼ŽĄĮy(t©»ng)ūx╚Ī╣ż╦ćŽ┬╝ē(j©¬)╣żą“Ż¼░┤Ēśą“▌ö│÷╣ż╦ć▀^(gu©░)│╠ĪŻ
2.4 BOMöĄ(sh©┤)ō■(j©┤)▐D(zhu©Żn)ōQ┼cé„▀f
į┌╬ęéāŲ¾śI(y©©)Ż¼╝╝ąg(sh©┤)ųąą─ū„×ķERPŽĄĮy(t©»ng)╬’┴Žų„öĄ(sh©┤)ō■(j©┤)Ą─į┤Ņ^Ż¼ąĶ꬞ō(f©┤)ž¤(z©”)ERPŽĄĮy(t©»ng)╬’┴Žų„öĄ(sh©┤)ō■(j©┤)Ą─äō(chu©żng)Į©ĪóEBOMĮY(ji©”)śŗ(g©░u)Ą─ŠSūo(h©┤)Īó╣ż╦ć┬ĘŠĆĄ─ŠSūo(h©┤)Īó╣ż│╠Ė³Ė─ę²░l(f©Ī)Ą─╬’┴ŽöĄ(sh©┤)ō■(j©┤)Ė³ą┬Ą╚╣żū„ĪŻTCMæ¬(y©®ng)ė├ų«Ū░Ż¼ų„ę¬┐┐╚╦╣żŠSūo(h©┤)═Ļ│╔EBOMĄĮMBOMöĄ(sh©┤)ō■(j©┤)Ą─▐D(zhu©Żn)ōQ╣żū„ĪŻĮĶų·ė┌TCM─ŻēK║═Č■┤╬ķ_(k©Īi)░l(f©Ī)Ż¼│§▓ĮīŹ(sh©¬)¼F(xi©żn)EBOM——PBOM——MBOMŪÕå╬Ą─▐D(zhu©Żn)ōQ║═▌ö│÷╣żū„Ż¼į┌TCMī¦(d©Żo)│÷Ą─MBOM╗∙ĄA(ch©│)╔ŽŻ¼Įø(j©®ng)▀^(gu©░)║å(ji©Żn)å╬ąŻ║╦╣żū„Ż¼╝┤┐╔ų▒Įėī¦(d©Żo)╚ļERPŽĄĮy(t©»ng)Ż¼═Ļ│╔╣ż│╠▓┐ķT(m©”n)Ą─MBOMöĄ(sh©┤)ō■(j©┤)ŠSūo(h©┤)╣żū„ĪŻį┌ERPŽĄĮy(t©»ng)ųąŻ¼į┘Įø(j©®ng)▀^(gu©░)Ųõ╦³┬Ü─▄▓┐ķT(m©”n)Ą─ŽÓĻP(gu©Īn)öĄ(sh©┤)ō■(j©┤)ŠSūo(h©┤)Ż¼Å─Č°ą╬│╔Ų¾śI(y©©)═Ļš¹Ą─MBOMĪŻTCMĄ─æ¬(y©®ng)ė├×ķĮ±║¾PLMŽĄĮy(t©»ng)┼cERPŽĄĮy(t©»ng)Ą─╝»│╔┤“Ž┬╗∙ĄA(ch©│)ĪŻ
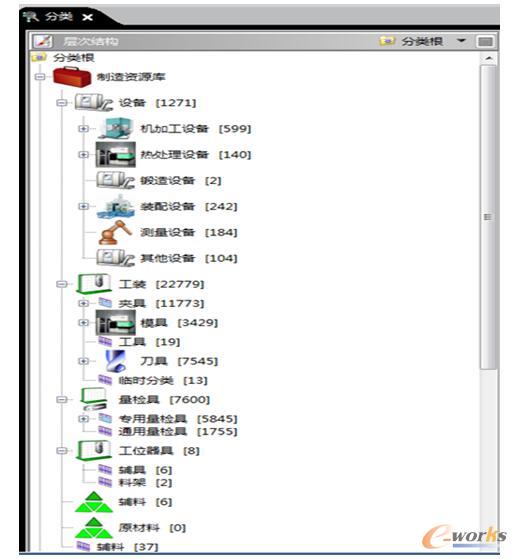
łD7ųŲįņ┘Yį┤Äņ(k©┤)śė└²
2.5 ═Ļ╔Ų┴╦ųŲįņ┘Yį┤ĘųŅÉ(l©©i)╣▄└Ē
═©▀^(gu©░)TCMīŹ(sh©¬)╩®Ż¼▀M(j©¼n)ę╗▓Į═Ļ╔Ų┴╦Ų¾śI(y©©)ųŲįņ┘Yį┤ĘųŅÉ(l©©i)╣▄└Ē(╚ńłD7)Ż¼ī”(du©¼)Ų¾śI(y©©)╦∙ėąĄ─╣żčbŻ¼Įy(t©»ng)ę╗╝{╚ļųŲįņ┘Yį┤ĘųŅÉ(l©©i)Äņ(k©┤)Ż¼▓óĮoėĶ╬’┴ŽŠÄ╠¢(h©żo)║¾ŠSūo(h©┤)▀M(j©¼n)╚ļERPŽĄĮy(t©»ng)ĪŻ
2.6 │§▓ĮĮ©┴ó┴╦╣ż╦ć┘Yį┤Äņ(k©┤)Ż©ų¬ūR(sh©¬)Äņ(k©┤)Ż®
═©▀^(gu©░)Į©┴óĄõą═╣ż╦ćĪó╣żą“Äņ(k©┤)Ż¼╠ß╣®╣ż╦ćĮĶė├║═ųžė├Ż¼╠ßĖ▀╣ż╦ćįO(sh©©)ėŗ(j©¼)ą¦┬╩ĪŻ
3 TCMīŹ(sh©¬)╩®ą¦╣¹┼cå¢(w©©n)Ņ}┐éĮY(ji©”)
Įø(j©®ng)▀^(gu©░)ā╔─ĻČÓĄ─ĒŚ(xi©żng)─┐Į©įO(sh©©)Ż¼TCMĒŚ(xi©żng)─┐ĮKė┌╔ŽŠĆæ¬(y©®ng)ė├Ż¼│§▓ĮīŹ(sh©¬)¼F(xi©żn)┴╦╣ż╦ćöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)╗»╣▄└ĒŻ¼╣ż╦ćöĄ(sh©┤)ō■(j©┤)╣▄└ĒĖ³╝ėŪÕ╬·ĪŻÅ─╣ż╦ćųŲįņ╣ż│╠ĤĄ─Ę┤üüĒ(l©ói)┐┤Ż¼ļm╚╗ėą³c(di©Żn)Ę▒¼ŹŻ¼Ą½Įø(j©®ng)▀^(gu©░)┼Óė¢(x©┤n)║═įö╝Ü(x©¼)Ą─ė├æ¶╩ųāį(c©©)ųĖī¦(d©Żo)Ż¼╝ė╔ŽīŹ(sh©¬)╩®ĘĮ╝╝ąg(sh©┤)ų¦│ųĄ─╝░Ģr(sh©¬)Ė·▀M(j©¼n)Ż¼╔ŽŠĆ║¾į┌▓┘ū„╔ŽĄ╣╩Ūø](m©”i)ėą╠½ČÓĄ─▒¦į╣ĪŻŽĄĮy(t©»ng)╔ŽŠĆæ¬(y©®ng)ė├║¾Ą─▀M(j©¼n)š╣Ż¼┼cŅA(y©┤)Ų┌ėą▓ŅŠÓŻ¼▀@éĆ(g©©)▓ŅŠÓ▓╗╩ŪĒŚ(xi©żng)─┐╣”─▄─┐ś╦(bi©Īo)ø](m©”i)ėąīŹ(sh©¬)¼F(xi©żn)Ż¼ų„ę¬═┤³c(di©Żn)▀Ć╩Ūį┌æ¬(y©®ng)ė├╔ŽŻ¼ė░ĒæTCMæ¬(y©®ng)ė├Ą─ę“╦žėąŻ║
3.1 ą┬└Ž╣ż╦ćöĄ(sh©┤)ō■(j©┤)å¢(w©©n)Ņ}
░┤ūŅ│§Ą─įO(sh©©)ŽļŻ¼ą┬└ŽäØöÓŻ¼└ŽĄ─╣ż╦ćįO(sh©©)ėŗ(j©¼)─Ż╩Į═Żė├Ż¼└ŽöĄ(sh©┤)ō■(j©┤)āH╣®▓ķķåš{(di©żo)ė├ĪŻĄ½īŹ(sh©¬)ļH╔Ž╚½ą┬öĄ(sh©┤)ō■(j©┤)┴┐ėąŽ▐Ż¼ČÓöĄ(sh©┤)╣ż╦ć▀Ć╩Ūį┌įŁėąöĄ(sh©┤)ō■(j©┤)╗∙ĄA(ch©│)╔ŽĄ─ą▐ėå╣żū„ĪŻę“?y©żn)ķ╣ż╦ć─Ż░ÕĪó╣ż╦ć─Ż╩Įūā╗»▌^┤¾Ż¼▐D(zhu©Żn)ōQöĄ(sh©┤)ō■(j©┤)Ą─╣żū„┴┐║▄┤¾Ż¼į┌╣żū„▀M(j©¼n)Č╚▓╗─▄ę“ĒŚ(xi©żng)─┐╩▄ĄĮė░ĒæĄ─Ū░╠ߎ┬Ż¼ūŅĮK═ūģf(xi©”)│╔ą┬└Ž╣ż╦ć─Ż╩Į▓ó┤µĄ─Šų├µĪŻ
3.2 ╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)Č╠░ÕųŲ╝så¢(w©©n)Ņ}
3.2.1 EBOMĄ─ĮY(ji©”)śŗ(g©░u)╗»å¢(w©©n)Ņ}
įŁ▒Šęį×ķŻ¼Ų¾śI(y©©)æ¬(y©®ng)ė├PDMČÓ─ĻŻ¼ėų╩Ū╬„ķT(m©”n)ūė«a(ch©Żn)ŲĘTC+NXĄ─¤o(w©▓)┐p╝»│╔ĮM║ŽŻ¼CAD-BOM┼cTC-BOM╝»│╔┬ō(li©ón)äė(d©░ng)Ż¼EBOMæ¬(y©®ng)ė├─▄ē“ų¦│ųTCMĄ─║¾└m(x©┤)╣żū„ĪŻīŹ(sh©¬)ļH╔ŽŻ¼TCM╔ŽŠĆ║¾ė÷ĄĮĄ─Ą┌ę╗éĆ(g©©)ļyŅ}Š═╩ŪEBOMĮY(ji©”)śŗ(g©░u)╗»å¢(w©©n)Ņ}ĪŻĖ∙ō■(j©┤)TCMæ¬(y©®ng)ė├┐“╝▄Ż¼TCM┼c«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)Ą─ŃĢĮė╩ŪÅ─EBOMĄĮPBOMĄ─▐D(zhu©Żn)ōQķ_(k©Īi)╩╝ĪŻĘŪĮY(ji©”)śŗ(g©░u)╗»Ą─EXCEL╬─╝■ą╬╩ĮĄ─EBOM¤o(w©▓)Ę©▐D(zhu©Żn)ōQŻ¼ąĶę¬TCŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)╣▄└ĒŲ„śŗ(g©░u)Į©Ą─EBOMĪŻę“?y©żn)ķŲ¾śI(y©©)▀Ćø](m©”i)ėąć└(y©ón)Ė±▓╔ė├ūįĒöČ°Ž┬Ą─įO(sh©©)ėŗ(j©¼)ĘĮ╩ĮŻ¼▓┐Ęų«a(ch©Żn)ŲĘ┐é│╔ø](m©”i)ėą┤ŅĮ©ĮY(ji©”)śŗ(g©░u)╗»Ą─EBOMĪŻ×ķ┤╦Ż¼TCM╔ŽŠĆ║¾Ż¼ėų╗©┴╦ÄūéĆ(g©©)į┬Ą─Ģr(sh©¬)ķgŻ¼īŻ(zhu©Īn)ķT(m©”n)Čóų°«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)╣ż│╠Ĥī”(du©¼)EBOM▀M(j©¼n)ąąĮY(ji©”)śŗ(g©░u)╗»ča(b©│)╚▒╣żū„ĪŻ
3.2.2 öĄ(sh©┤)─Ż╚▒╩¦╗“▓╗ęÄ(gu©®)ĘČå¢(w©©n)Ņ}
░┤ššĒŚ(xi©żng)─┐åóäė(d©░ng)Ū░įO(sh©©)ŽļŻ¼┴Ń╝■╣żą“öĄ(sh©┤)─Ż═©▀^(gu©░)įO(sh©©)ėŗ(j©¼)öĄ(sh©┤)─ŻWAVE▀^(gu©░)üĒ(l©ói)Ż¼čb┼õöĄ(sh©┤)─Żų▒ĮėĮĶė├┐é│╔öĄ(sh©┤)─ŻŻ¼Ą½īŹ(sh©¬)ļH╣żū„ųą░l(f©Ī)¼F(xi©żn)Ż¼į┌TCŽĄĮy(t©»ng)ųąŻ¼─Ūą®═ŌüĒ(l©ói)įO(sh©©)ėŗ(j©¼)Ą─«a(ch©Żn)ŲĘÄū║§Č╝ų╗ėąČ■ŠSłD╝łø](m©”i)ėąöĄ(sh©┤)─ŻŻ¼Ą½ī”(du©¼)╣ż╦ćüĒ(l©ói)šf(shu©Ł)Ż¼╦∙ėąĄ─ūįųŲ╝■Č╝ę¬╣ż╦ćįO(sh©©)ėŗ(j©¼)ĪŻ
3.2.3 ╣ż╦ćŠÄ┤aå¢(w©©n)Ņ}
Ų¾śI(y©©)╔·«a(ch©Żn)ęÄ(gu©®)─ŻĄ─öU(ku©░)┤¾║═ųŲįņ▓▀┬įĄ─š{(di©żo)š¹Ż¼ę▓Įo╣ż╦ćįO(sh©©)ėŗ(j©¼)ĦüĒ(l©ói)ŠÄ┤a║═╣▄└Ēå¢(w©©n)Ņ}ĪŻTCM╔ŽŠĆ║¾Ż¼ė÷ĄĮ┴╦ę╗ą®ą┬Ą─īŹ(sh©¬)ļHąĶŪ¾Ż¼╚ńŻ║─│ę╗┴Ń╝■ėąČÓéĆ(g©©)╝ė╣ż╣ż╦ćĘĮ░ĖŻ¼«a(ch©Żn)╔·┴╦╣ż╦ćČÓĘĮ░ĖŠÄ╠¢(h©żo)┼c╣▄└Ēå¢(w©©n)Ņ}Ż╗═¼ę╗╣ż╦ćųąĄ─╣żą“ČÓĘĮ░Ė▓ó┤µĢr(sh©¬)Ą─ŠÄ┤a┼c╣▄└Ēå¢(w©©n)Ņ}Ą╚ĪŻ
3.3 ┐ń▓┐ķT(m©”n)öĄ(sh©┤)ō■(j©┤)ŠSūo(h©┤)å¢(w©©n)Ņ}
į┌╬ęéāŲ¾śI(y©©)Ż¼╣ż╦ćįO(sh©©)ėŗ(j©¼)ų„¾wį┌╝╝ąg(sh©┤)ųąą─Ż¼Ą½╣żū„ģ^(q©▒)ė“ĪóųŲįņįO(sh©©)éõĄ─öĄ(sh©┤)ō■(j©┤)ŠSūo(h©┤)╔µ╝░ųŲįņ╣żÅS║═ęÄ(gu©®)äØ▓┐ķT(m©”n)Ż¼ŽÓĻP(gu©Īn)öĄ(sh©┤)ō■(j©┤)Ą─ŠSūo(h©┤)│÷¼F(xi©żn)┴╦£■║¾¼F(xi©żn)Ž¾ĪŻ
4 ╬┤üĒ(l©ói)š╣═¹
▒M╣▄╔ŽŠĆ║¾ė÷ĄĮ┴╦ę╗ą®ęŌ┴Žų«═ŌĄ─å¢(w©©n)Ņ}Ż¼Ą½ū„×ķ╬┤üĒ(l©ói)öĄ(sh©┤)ūų╗»╣żÅS║═╣żśI(y©©)4.0Ą─╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)Ż¼Ų¾śI(y©©)▓╗āHę¬└^└m(x©┤)ā×(y©Łu)╗»║═╔Ņ╗»¼F(xi©żn)ėą╣ż╦ćöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)╗»╣żū„Ż¼śŗ(g©░u)Į©╚½ŽóöĄ(sh©┤)ūų╗»╣ż╦ćŻ¼Į±║¾▀Ćīó▀M(j©¼n)ę╗▓Į╔Ņ╗»╣ż╦ćųŲįņöĄ(sh©┤)ō■(j©┤)Ą─╣▄└Ē║═æ¬(y©®ng)ė├Ż║
4.1 ═Ų▀M(j©¼n)╣ż╦ćöĄ(sh©┤)ō■(j©┤)┐╔ęĢ╗»
TCŽĄĮy(t©»ng)Ą─┐╔ęĢ╗»╣”─▄╩«ĘųÅŖ(qi©óng)┤¾Ż¼╠žäe╩ŪŽ¾╬ęéā▀@śėĄ─Ų¾śI(y©©)Ż¼NX╩Ū╦∙ėą╣ż│╠╝╝ąg(sh©┤)╚╦åTĄ─╗∙▒ŠCAD╣żŠ▀Ż¼╣ż╦ćĄ─╣żą“łD─Ż░Õ║═╣żŠ▀ę▓╩Ūė├NX▄ø╝■ĪŻ
4.2 ų▓Įæ¬(y©®ng)ė├╣ż╦ćĘ┬šµ╣”─▄
Ę┬šµ╝╝ąg(sh©┤)įńęč▓╗ŠųŽ▐ė┌«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)Ż¼╣ż╦ćĘ┬šµę▓╩ŪĮ±║¾┐╝æ]Ą─ųž³c(di©Żn)ĘĮŽ“ĪŻĮY(ji©”)║Ž┐╔ęĢ╗»öĄ(sh©┤)ō■(j©┤)═ŲÅVŻ¼ļŖūė╣ż╦ćųĖī¦(d©Żo)Ģ°(sh©▒)ę▓īóļSų°Ų¾śI(y©©)ą┼Žó╗»╣żū„Ą─╔Ņ╚ļČ°╝{╚ļ▀xĒŚ(xi©żng)ĪŻ
4.3 ╣ż╦ćā╚(n©©i)╚▌ĮY(ji©”)śŗ(g©░u)╗»╩Ū░l(f©Ī)š╣┌ģä▌(sh©¼)
Å─╣ż╦ćįO(sh©©)ėŗ(j©¼)ę¬╦žĮY(ji©”)śŗ(g©░u)╗»Ż¼ĄĮ╣ż╦ćā╚(n©©i)╚▌Ą─ĮY(ji©”)śŗ(g©░u)╗»╣▄└Ē╩Ūę╗éĆ(g©©)Å─┤ųĄĮ╝Ü(x©¼)Ą─Š½╝Ü(x©¼)╗»╣▄└ĒĄ─▀^(gu©░)│╠ĪŻÅ─«ö(d©Īng)Ū░TCŽĄĮy(t©»ng)╣”─▄üĒ(l©ói)┐┤Ż¼╣ż╦ćįO(sh©©)ėŗ(j©¼)Ą─ųžę¬╬─ÖnPFMEAĪó┐žųŲėŗ(j©¼)äØĪóÖz“×(y©żn)ėŗ(j©¼)äØęčĮø(j©®ng)ėą▒╚▌^│╔╩ņĄ─ĮY(ji©”)śŗ(g©░u)╗»öĄ(sh©┤)ō■(j©┤)╣▄└ĒĘĮ░ĖŻ¼▀@éĆ(g©©)ĘĮ░ĖĄ─æ¬(y©®ng)ė├š²į┌šōūCųąĪŻ
4.4 ┼cMESĄ─╝»│╔
▀@éĆ(g©©)┐╔─▄▀Ć▒╚▌^▀b▀h(yu©Żn)Ż¼Ą½╣ż╦ć┼c¼F(xi©żn)ł÷(ch©Żng)ųŲįņ├▄ŪąŽÓĻP(gu©Īn)Ż¼öĄ(sh©┤)ō■(j©┤)ĻP(gu©Īn)┬ō(li©ón)æ¬(y©®ng)įō╩Ūų¦│ų╬┤üĒ(l©ói)öĄ(sh©┤)ūų╗»╣żÅSĮ©įO(sh©©)Ą─╗∙ĄA(ch©│)ĪŻ
ĮY(ji©”)šō
└¹ė├TeamCenterĄ─TCM─ŻēKŻ¼īŹ(sh©¬)¼F(xi©żn)╣ż╦ćįO(sh©©)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)╗»Ż¼┐╔ęį┤“═©╔ŽŽ┬ė╬öĄ(sh©┤)ō■(j©┤)Ż¼×ķĮ±║¾Ą─╣ż╦ćĘ┬šµ║═öĄ(sh©┤)ūų╗»╣żÅS┤“Ž┬╗∙ĄA(ch©│)ĪŻĄ½TCMĄ─īŹ(sh©¬)╩®▒Š╔ĒŻ¼ę▓ąĶę¬ū÷║├ŽÓĻP(gu©Īn)Ą─╗∙ĄA(ch©│)╣żū„Ż¼Ę±ät═ĮėąŲõ▒ĒŻ¼ų╗─▄ųą┐┤▓╗ųąė├Ż¼Ę┤Č°Ģ■(hu©¼)ę²Ų╣ż╦ćųŲįņ╣ż│╠ĤĄ─Ę┤ĖąŻ¼▓╗└¹ė┌═Ųäė(d©░ng)╣ż╦ćįO(sh©©)ėŗ(j©¼)Ą─öĄ(sh©┤)ūų╗»║═ĮY(ji©”)śŗ(g©░u)╗»╣żū„ĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.ezxoed.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╣ż╦ćöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)╗»╣▄└ĒĄ─īŹ(sh©¬)█`┼c╦╝┐╝
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.ezxoed.cn/html/support/11121821448.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")














